







PD16C Mobilna CNC bušilica za ploče sa dvostrukim stolom i portalom




| Stavka | Naziv parametra | Vrijednost parametra |
| Tanjirveličina | Tanjirdebljina preklapanja | Maks. 80 mm |
| Širina*dužina | 1000 mm × 1650 mm 1 komad | |
| 825 mm × 1000 mm 2 komada | ||
| 500 mm × 825 mm 3 komada | ||
| Prečnik bušilice | Φ12mm-Φ50mm | |
| Metoda promjenjive brzine | Inverterska kontinuirana promjena brzine | |
| Brzina rotacije(RPM) | 120-560 o/min | |
| Obrada feeda | Hidraulična kontinuirana regulacija brzine | |
| Tanjirstezanje | Debljina stezanja | 15-80mm |
| Broj steznih cilindara | 12个 | |
| Sila stezanja | 7,5 kN | |
| Motor | Motor vretena | 5,5 kW |
| Motor hidraulične pumpe | 2,2 kW | |
| Motor transportera strugotine | 0,4 kW | |
| Motor pumpe za hlađenje | 0,25 kW | |
| Servo motor X ose | 1,5 kW | |
| Servo motor Y osi | 1,0 kW | |
| Veličina mašine | Dužina*širina*visinat | oko 3160*3900*2780 mm |
| Wight | Mašina | oko 4000 kg |
| Sistem za uklanjanje strugotine | oko 400 kg | |
| Moždani udar | X osa | 1650 mm |
| Y osa | 1000 mm |
1. Ova mašina se uglavnom sastoji od kreveta, portala, transpozicionog stola (dvostrukog stola), glave za bušenje, hidrauličnog sistema, upravljačkog sistema, centralizovanog sistema podmazivanja, sistema za uklanjanje strugotine, sistema za hlađenje, brzoizmjenjive stezne glave itd.
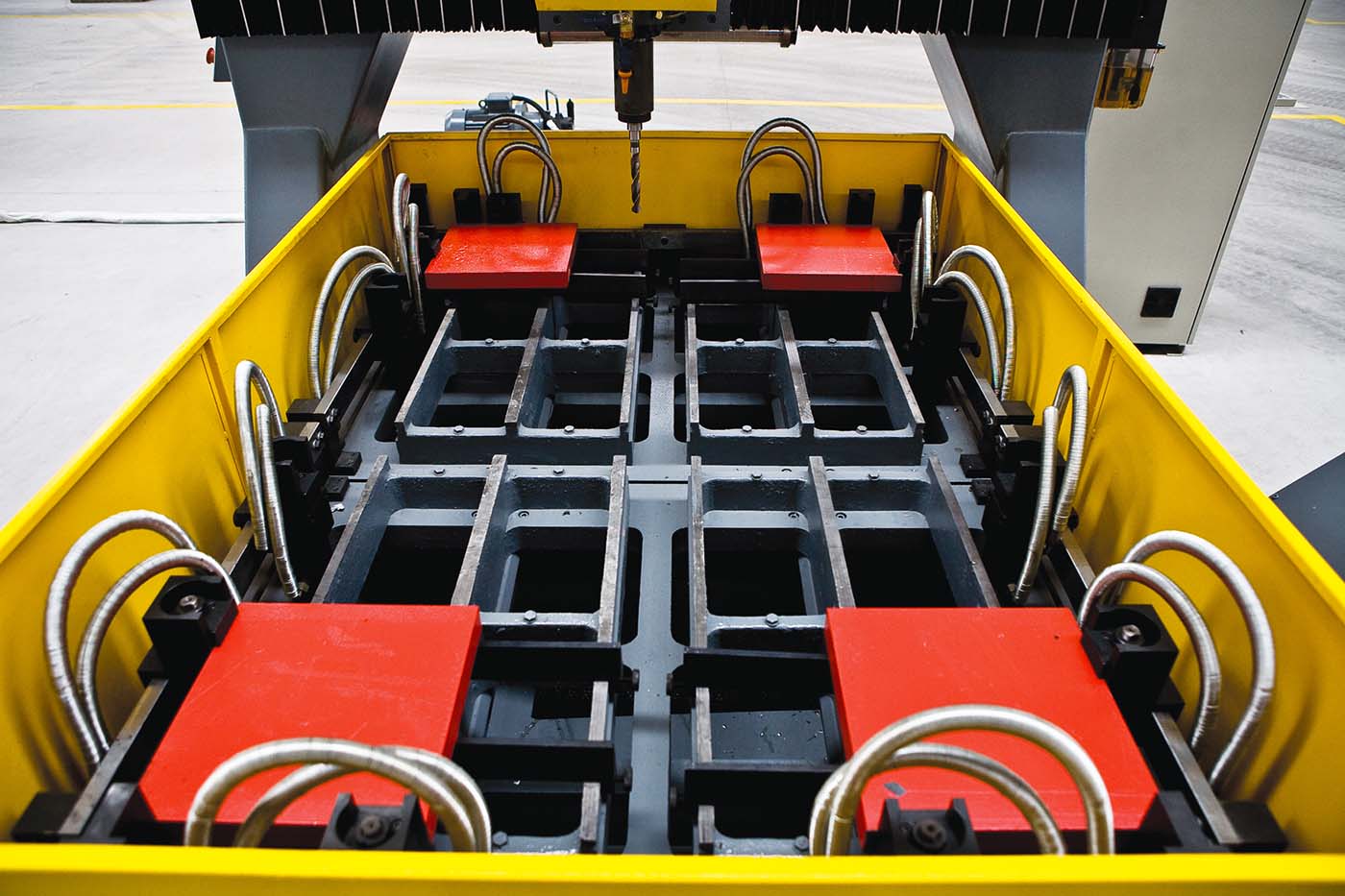
2. Ova mašina koristi fiksni krevet i pokretni portal. Portal, krevet i radni sto su zavarene konstrukcije, a nakon tretmana starenjem, tačnost je stabilna. Ploča je stegnuta hidrauličnim stezaljkama, a operater se kontroliše nožnim prekidačem, što je praktično i štedi rad;


3. Ova mašina ima 2 CNC ose: kretanje portala (x osa); kretanje glave za bušenje na gredi portala (y osa). Svaka CNC osa je vođena preciznom linearnom vodilicom, koju direktno pokreće AC servo motor + kuglični vijak. Fleksibilno kretanje i precizno pozicioniranje.
4. Hidraulična automatska kontrola hoda glave za bušenje je patentirana tehnologija naše kompanije. Nema potrebe za podešavanjem ikakvih parametara prije upotrebe, a konverzija između brzog kretanja naprijed, radnog kretanja naprijed i brzog kretanja nazad se automatski ostvaruje kombinovanim djelovanjem elektrohidraulike.
5. Ova alatna mašina koristi centralizovani sistem podmazivanja umesto ručnog upravljanja kako bi se osiguralo dobro podmazivanje funkcionalnih delova, poboljšale performanse alatne mašine i produžio njen vek trajanja.
6. Program upravljanja koristi gornji softver za računarsko programiranje koji je usklađen s programabilnim kontrolerom koji je nezavisno razvila naša kompanija.



Kratak profil kompanije  Informacije o tvornici
Informacije o tvornici  Godišnji proizvodni kapacitet
Godišnji proizvodni kapacitet  Trgovačka sposobnost
Trgovačka sposobnost 





